Production
Plastic granules are melted inside the barrel and pushed through a screw in an intermittent manner. Then they are transferred into a mould cavity through a small orifice called a sprue and gate system, at a defined pressure, velocity and temperature.
This provides design flexibility, minimal waste, consistent quality, automation, scalability and excellent surface finish and aesthetic appeal.
Design flexibility allows for the creation of intricate and complex part designs, with the lowest cycle time possibilities based on product specifications.
Plastic resins are melted and extruded into a parison, which is then placed between cavities in a mould. Compressed air is blown into the mould (parison), causing it to expand and conform to the desired shape of the mould.


The machine provides high-volume production, and design versatility offering a wide range of shapes, sizes, colours, finishes, and threads of the neck. Multilayer extrusion is possible as per the product requirements.
It produces lightweight yet robust products in a seamless production cycle. Recycled materials can be used to contribute to sustainability efforts.
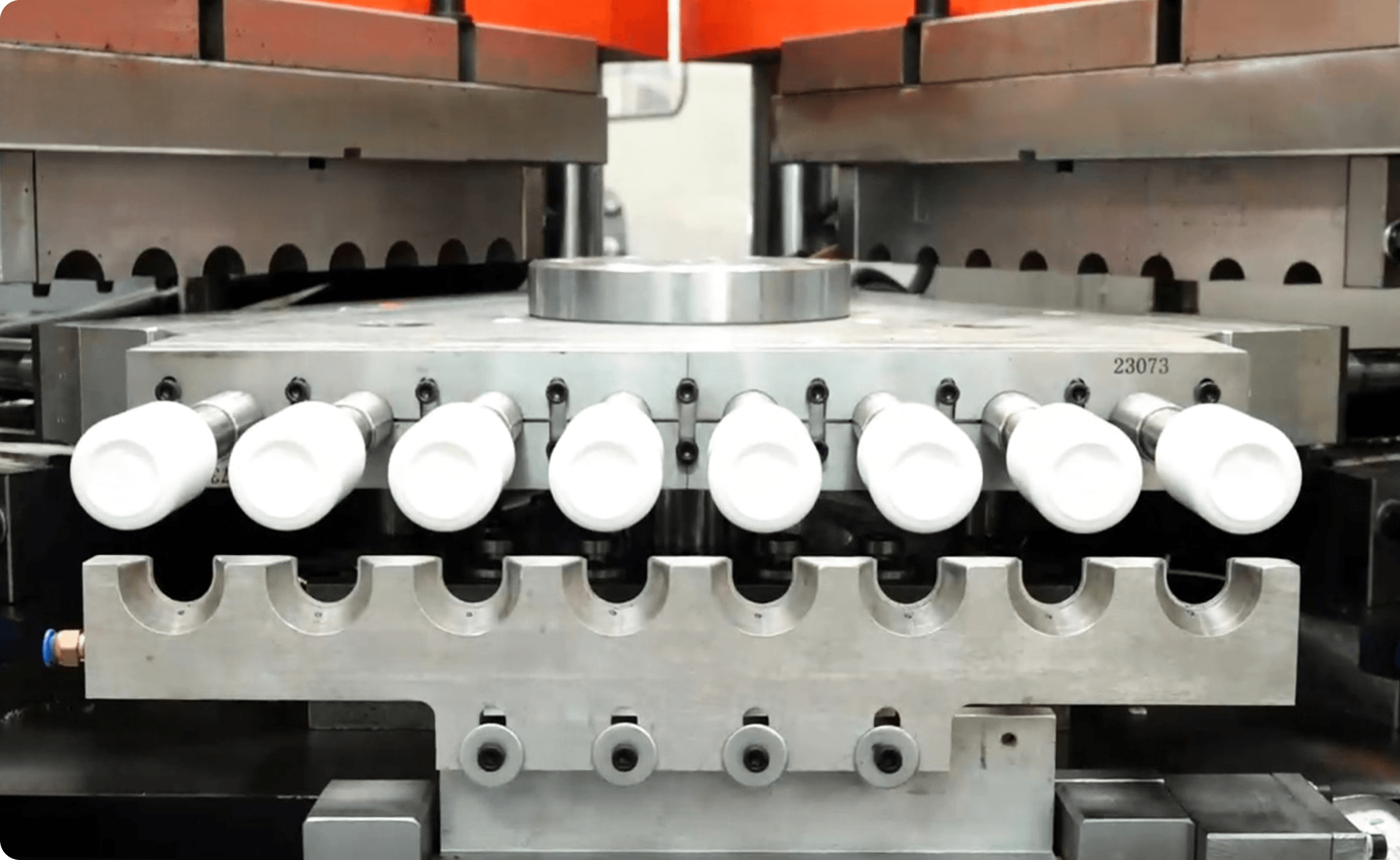
This is an interrupted two-stage process where a preform (tube-shaped plastic piece), is created by injection moulding. The preform is formed as an injection process and is then transferred to a preform heating station. It is then transferred to the blow moulding station where it is inflated with pressurised air to take the shape of the mould cavity, creating the final product. This process is compatible with PP and HD materials.

This process allows for high-speed production of complex shapes. It produces products with excellent structural integrity and uniform wall thickness, providing greater durability.
The neck dimension of the product is precise with a fast cycle time and higher cavities to enable faster production.
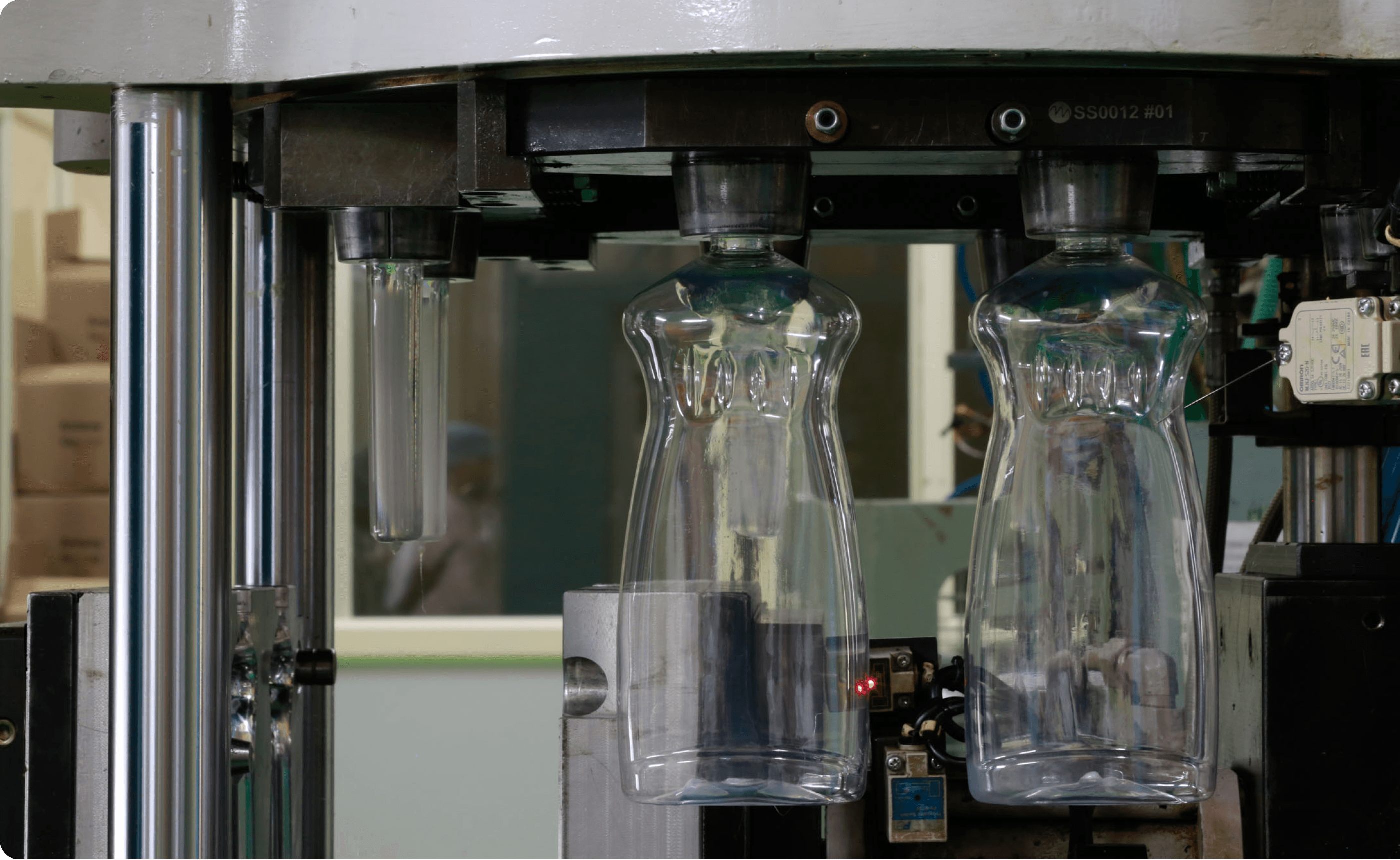
This combines two main steps, injection moulding and stretch blow moulding. In the first step, a preform is formed in the injection moulding phase. In the second stage, the same preform is transferred to the stretching station. In the 3rd stage, the preforms are blown into the shape of the mould. In the 4th stage, the cooling and ejection of the product takes place.
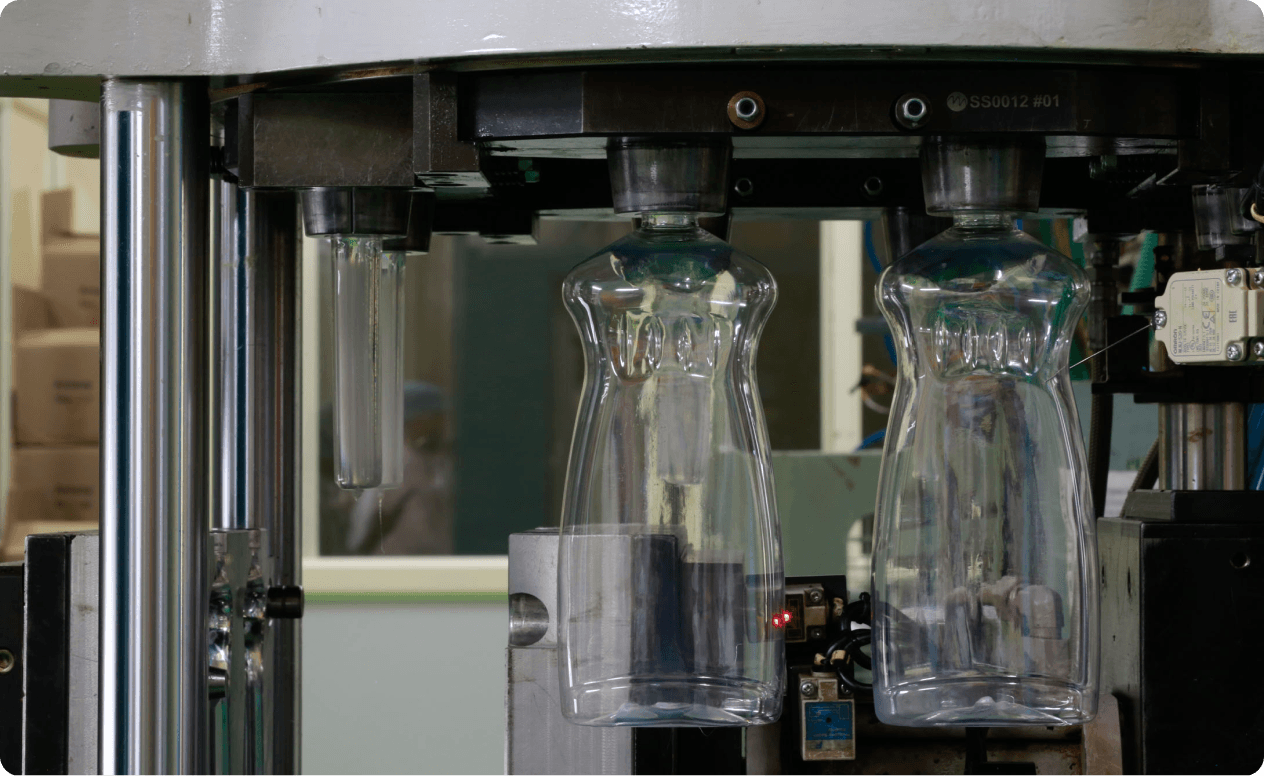
ISBM offers various advantages such as design flexibility, uniform wall thickness, lightweight properties, thin walls, a high level of consistency in production, and improved barrier properties with specific additives or coatings. Compatible with process materials like PET/ PETG and PP.
Both wide neck and small neck jars are possible. This is beneficial for products that require protection against oxygen, moisture or light, to extend their shelf life.
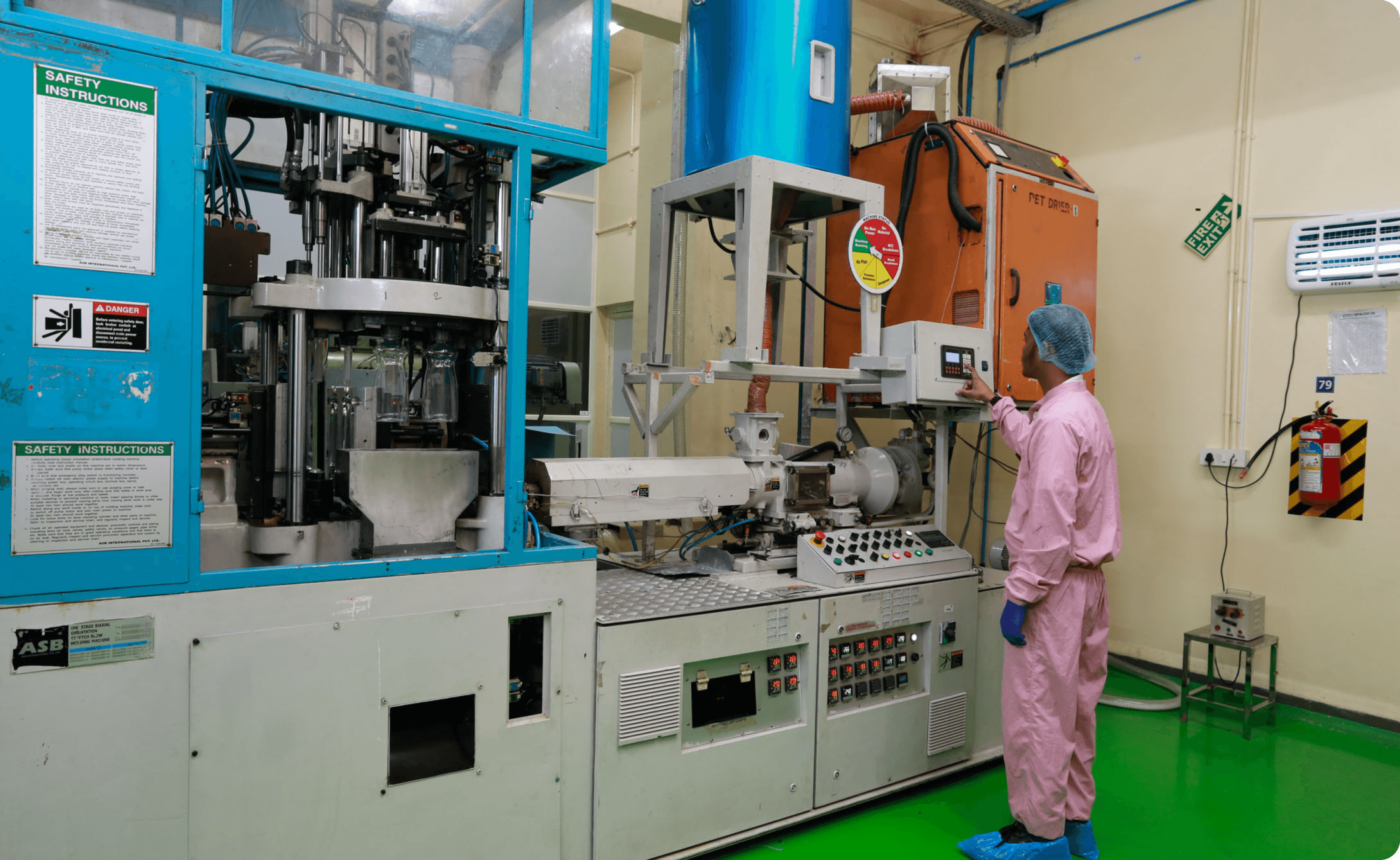
This is a two-step process which involves stretching and blowing. A preform is heated and clamped into a mould. The preform is stretched and moved to the blowing phase. Compressed air is injected into the stretched preform which causes it to expand and take the shape of the mould. This will be useful where small volumes and low investments are required.


It provides design flexibility, durability, excellent transparency, clarity and recyclability.
Due to its lightweight and durable nature, it is ideal for packaging and transportation purposes.
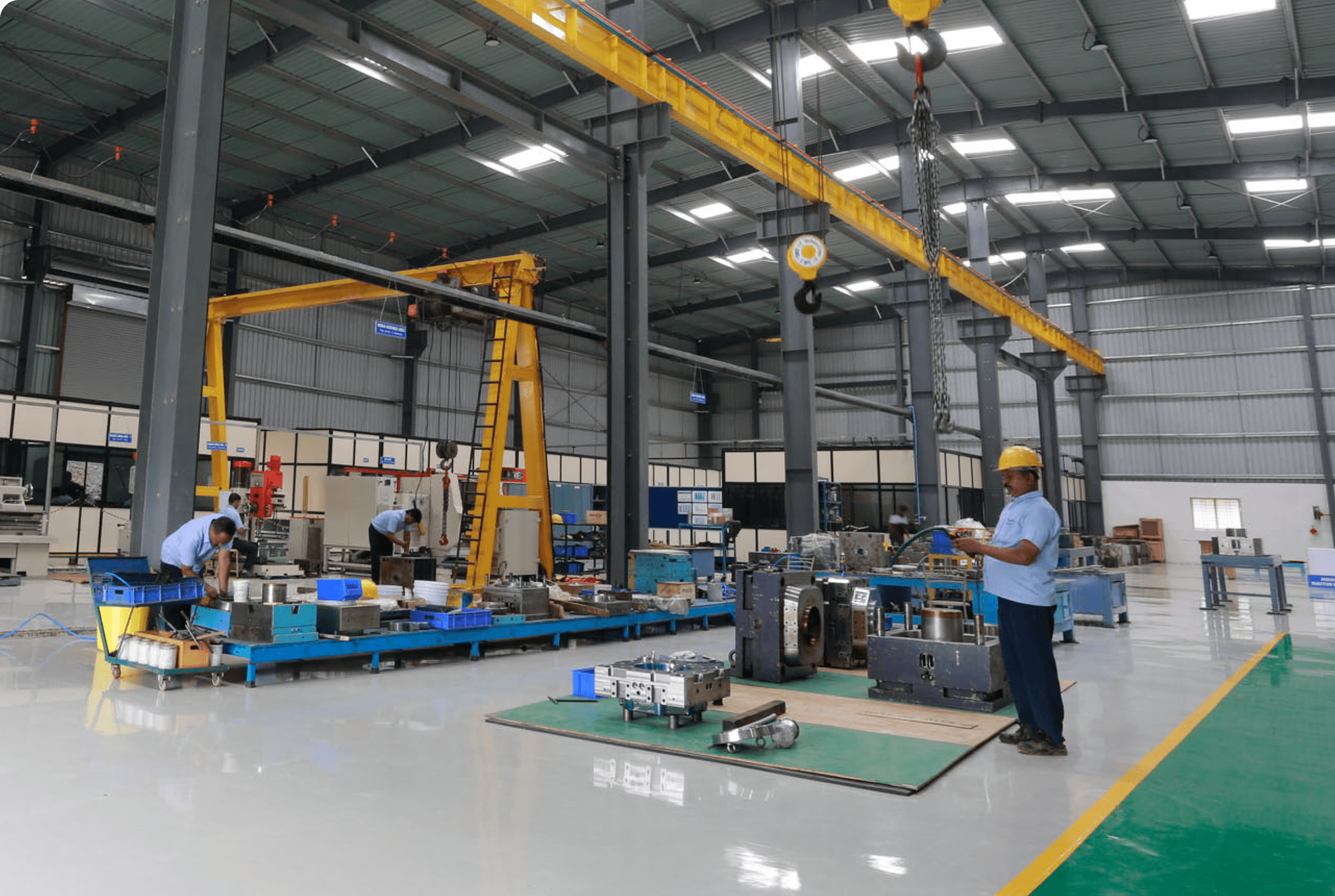
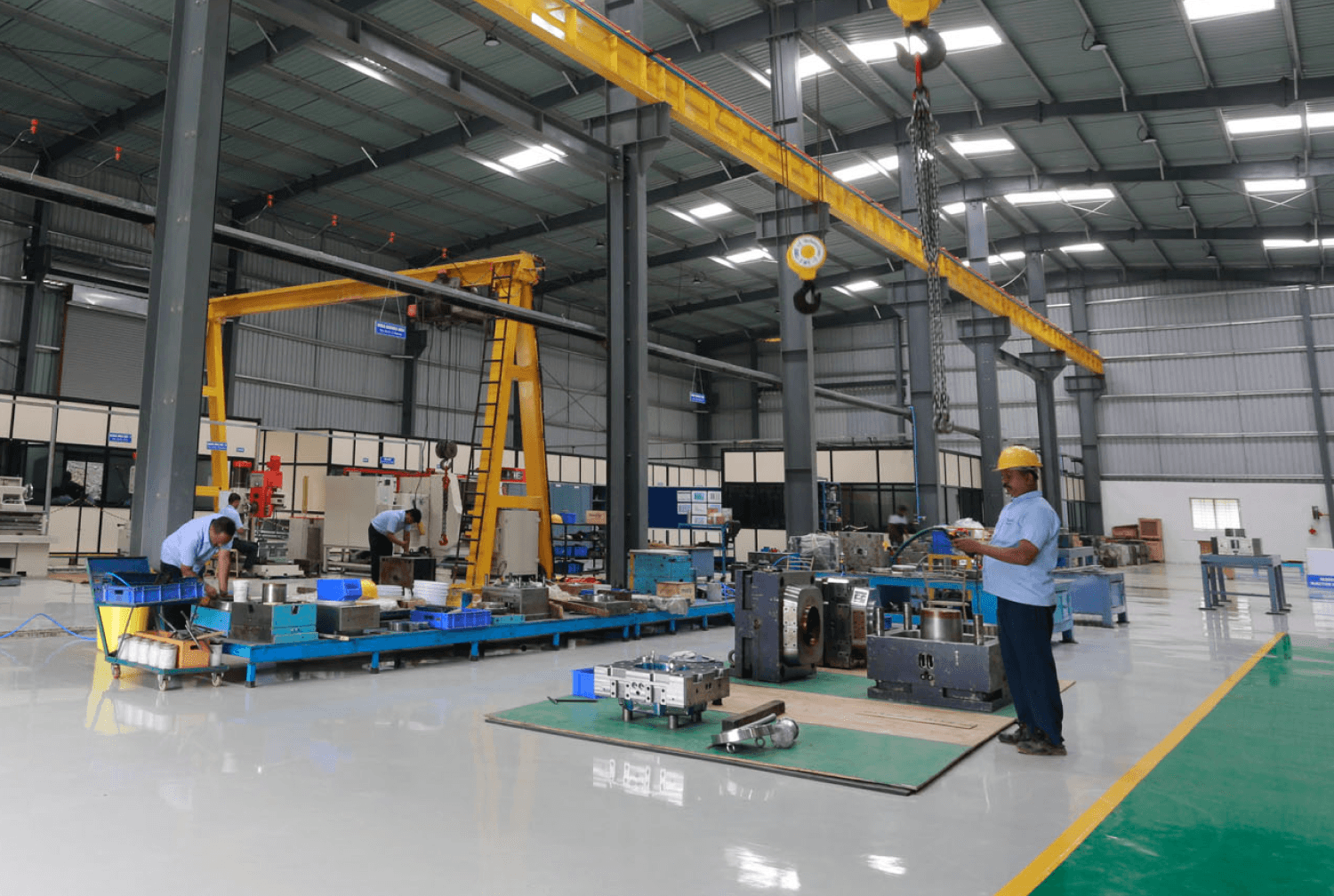
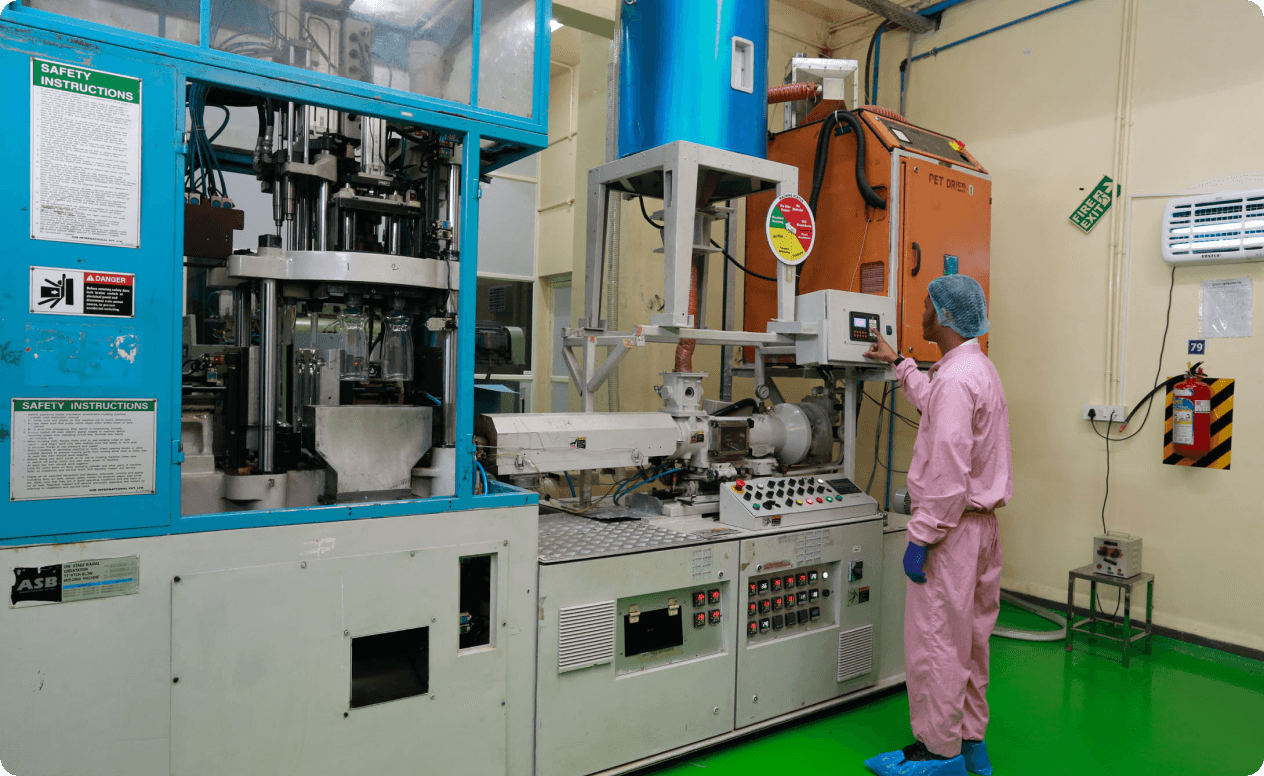
At Hitech, we have a fully equipped tool room with the latest software for mould design, as well as the latest technologies for CNC, VMC and VTL machining centres. We manufacture our moulds in-house, ensuring our customers get speedy, cost-efficient solutions.
In addition to our own tool room, we also partner with certified mould manufacturers to expand our scale of operations. Our capabilities range from single cavity moulds to 96 cavity moulds.