Quality Control
At Hitech, we have stringent quality control checks and procedures developed to ensure that our customers get the best solutions. Our focus on quality is inherent in every step of our process, from material selection and manufacturing to delivery at your doorstep.
Quality consciousness is ingrained in each of our 1000 plus employees.
We deliver packaging that’s nothing short of perfection, with production quality that passes the most stringent tests. Relentless self-evaluation and regular auditing help us accelerate the continuous improvement of our processes.

Right on Time


Zero Defect


On-Time Delivery


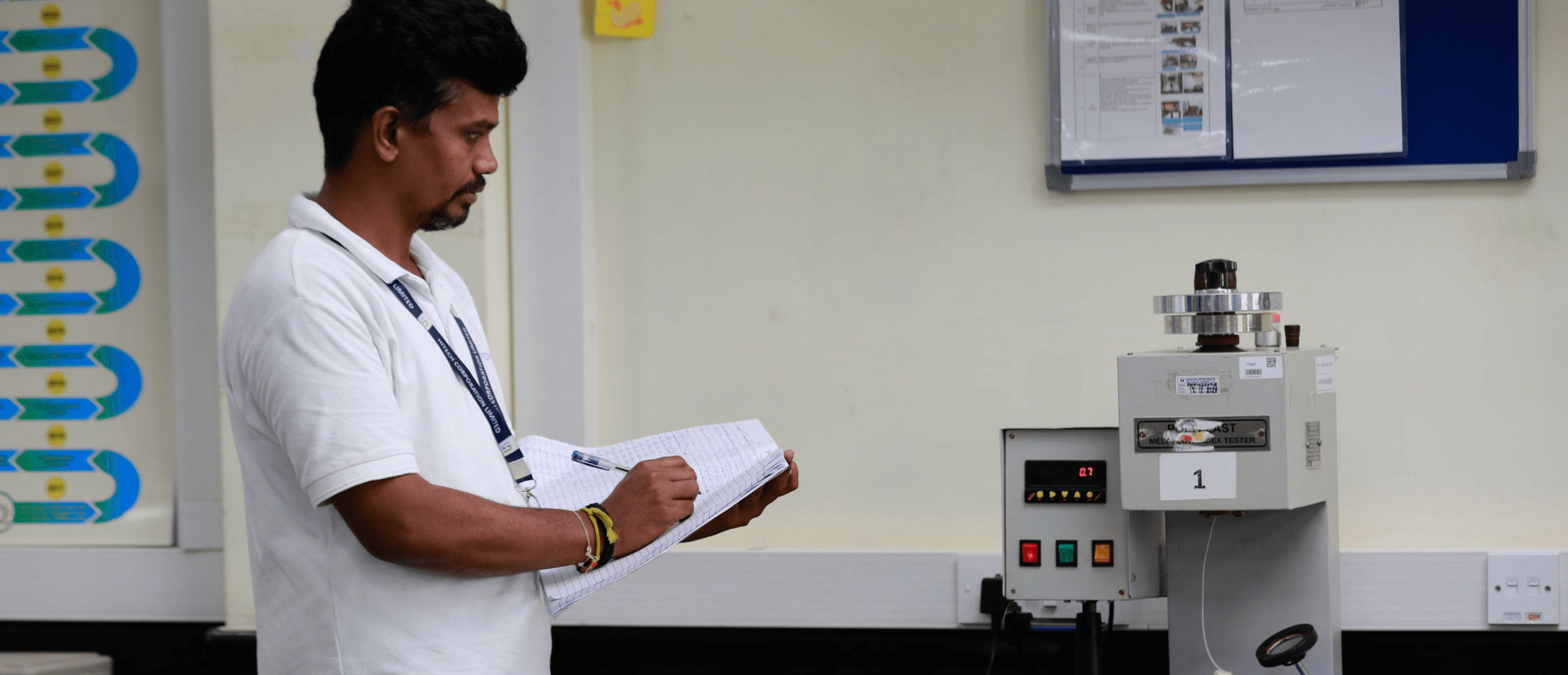
Quality begins with the selection of raw materials. Rigorous testing protocols, including tensile strength, impact resistance, chemical compatibility, and more, help us identify the optimal materials for specific applications.
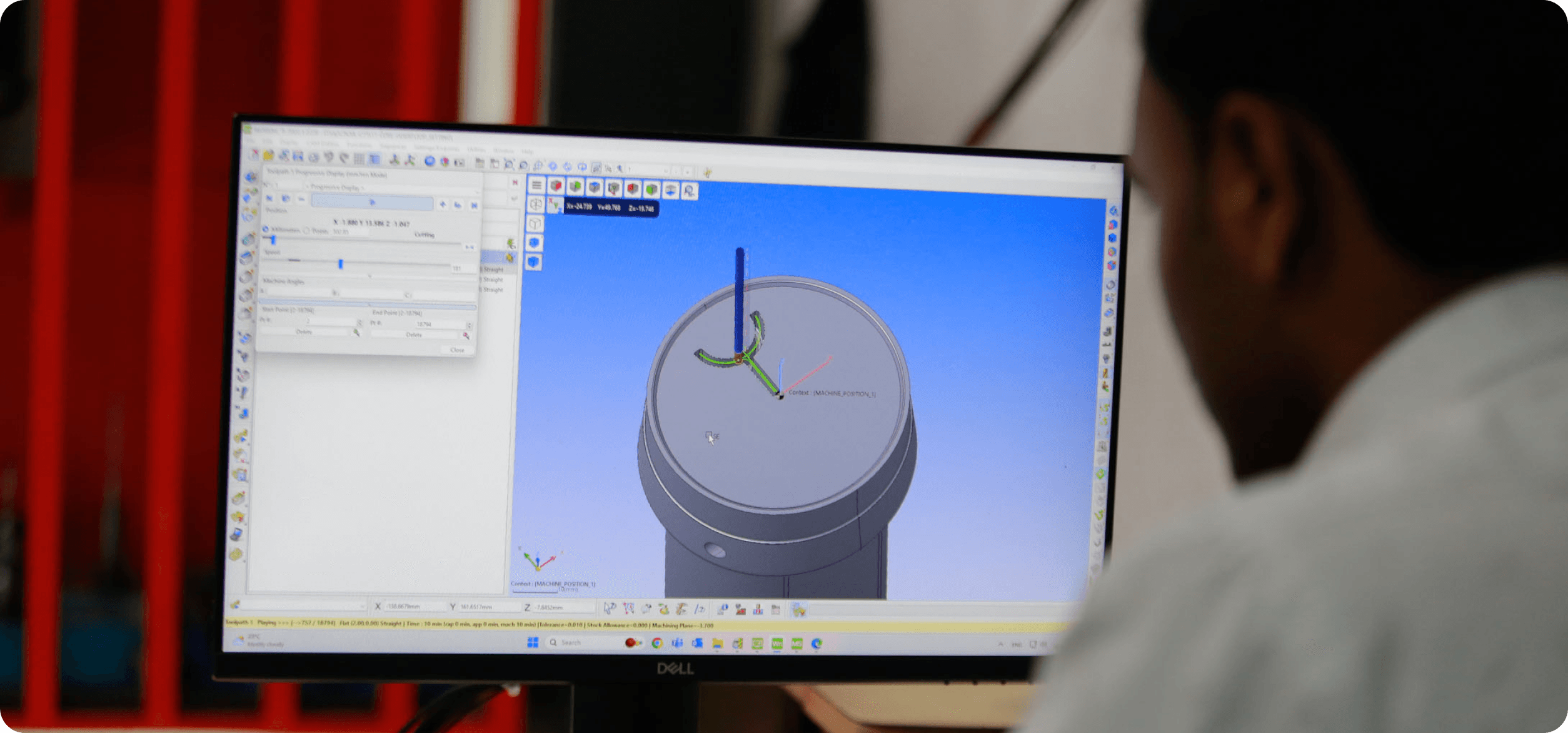
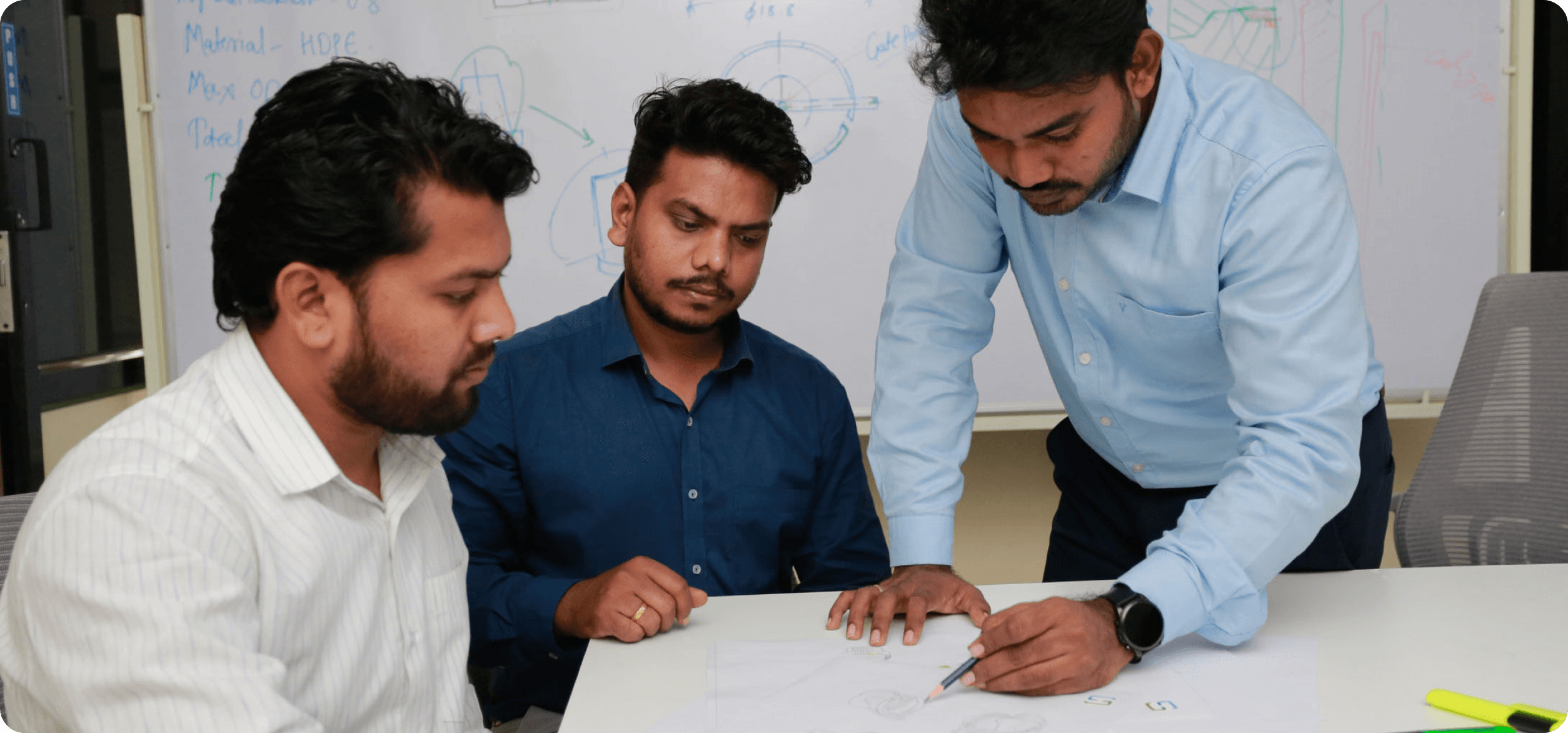
We anticipate potential issues in the design phase itself, such as stress points, material distribution, and user-friendliness, among others. Prototyping and simulation tools help us visualise and test designs before production, reducing the likelihood of defects.
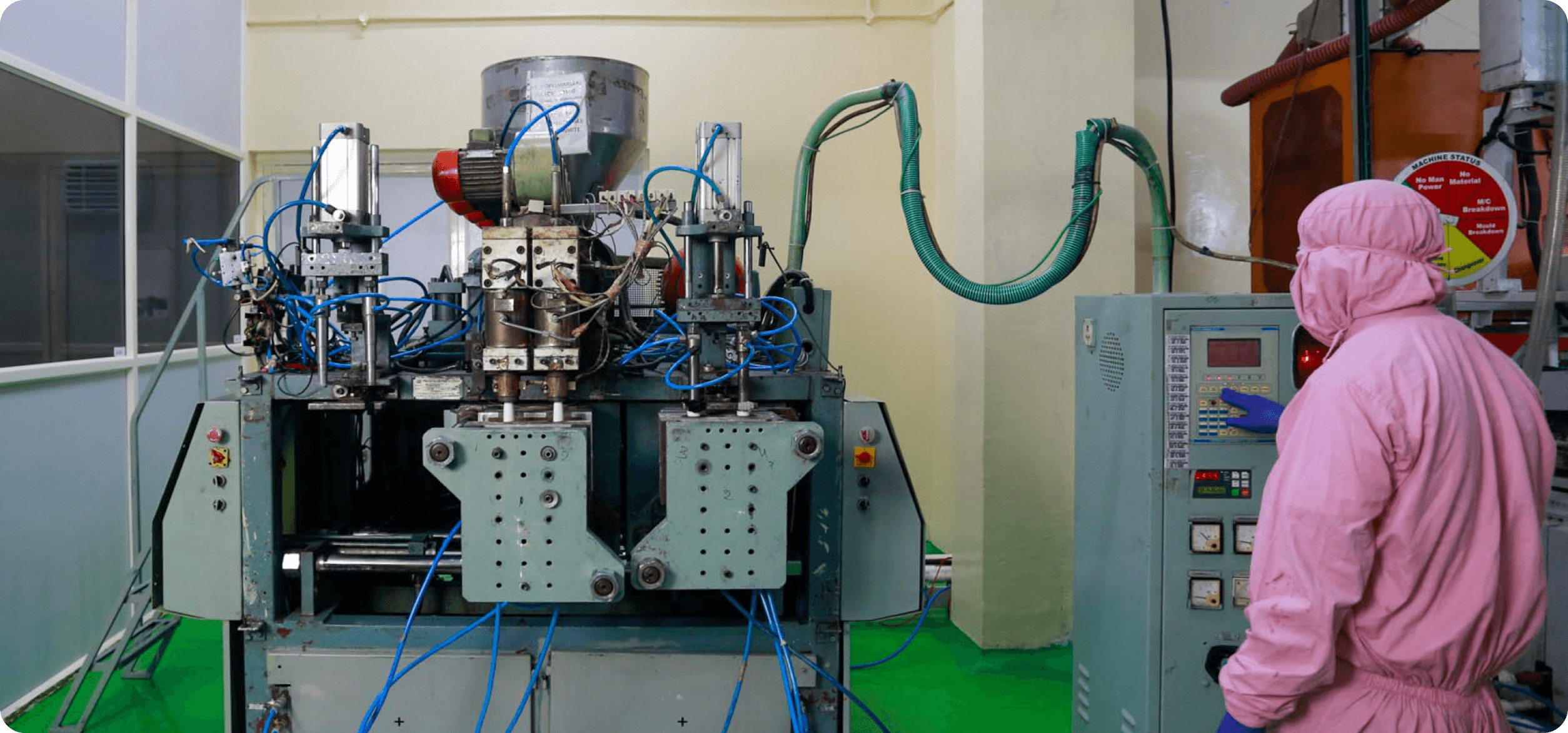
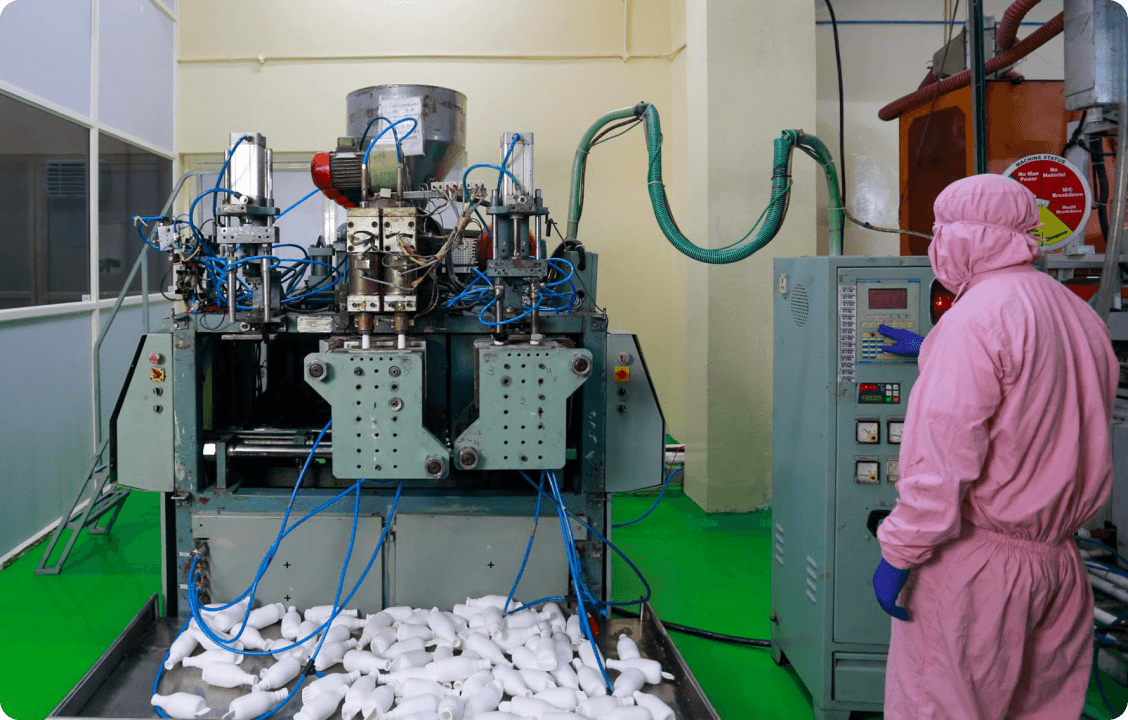
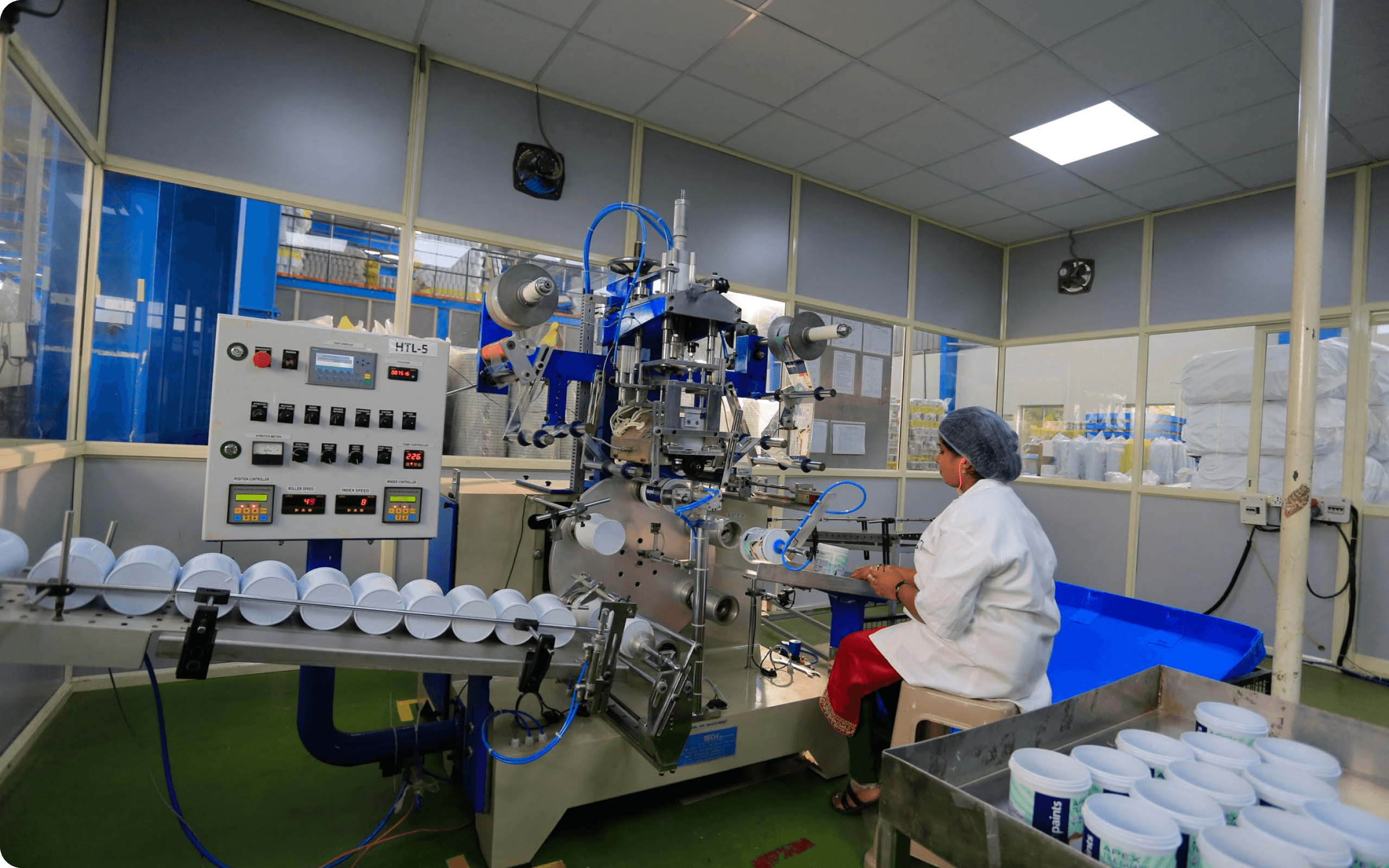
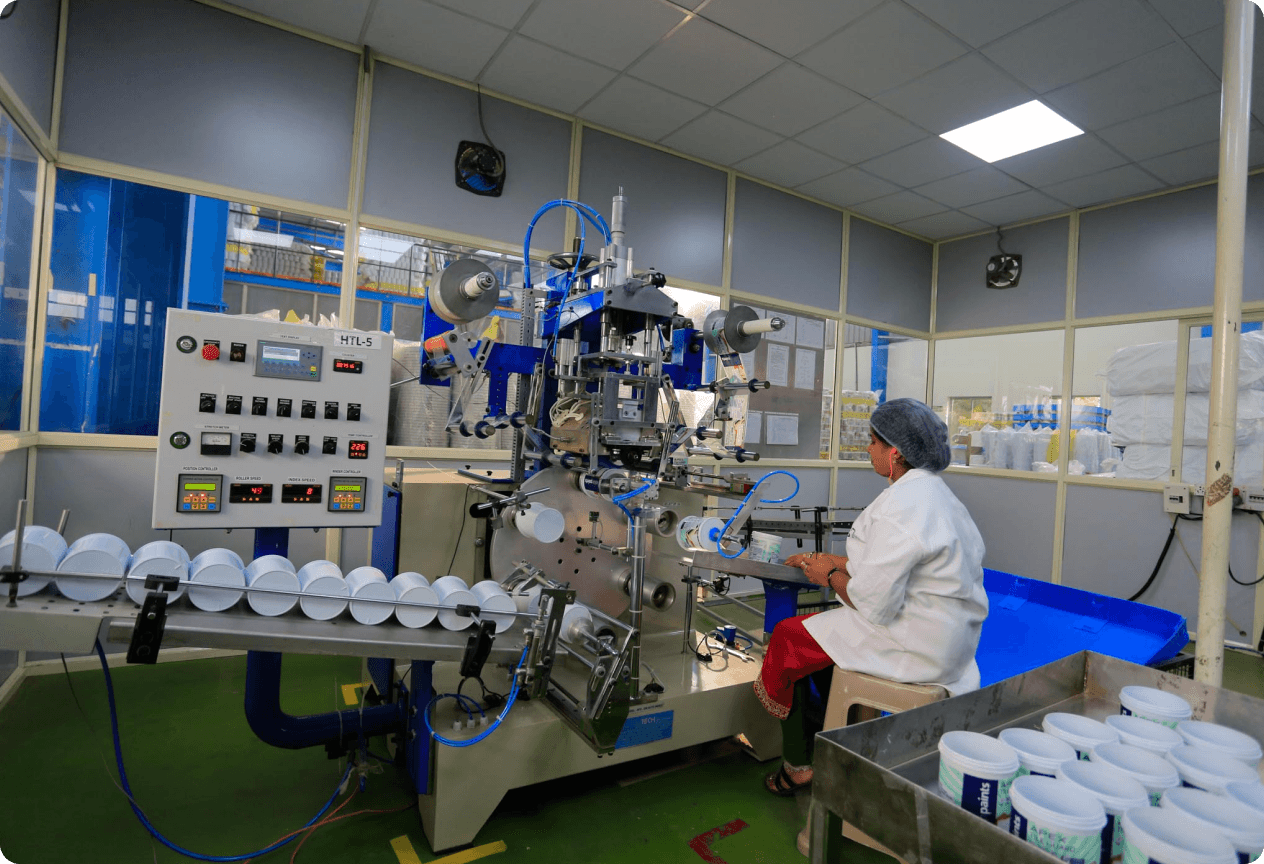
Automation technologies help us minimise human error, leading to uniform product repeatability. It also enables continuous monitoring and real-time feedback mechanisms, helping us maintain consistency in production.
We strictly adhere to industry regulations and standards such as food-grade certifications, safety and environmental standards. Regular quality audits and assessments help us identify areas of improvement and ensure ongoing compliance.


We conduct Six Sigma training and certifications for all our employees, to ensure a culture of quality first. This ensures a shared understanding of the importance of quality in every aspect of the business. Our Gurukul initiative across our manufacturing facilities permeates quality consciousness at all levels.

Actively seeking customer feedback is integral to quality improvement. We understand our customer's needs and concerns, allowing us to make the right enhancements and ensure products that exceed your expectations.
As a responsible industry leader, our quality principles extend to managing our environmental responsibility. Sustainable sourcing practices, efficient usage of materials, renewable resources (such as solar and wind power) and minimise waste through efficient production help us meet our sustainability goals.
In addition to being Certified Green Channel Partners by our customers who are industry leaders. Our certifications also include:



These certifications help us meet best-in-class quality and manufacturing standards while adhering to all legal, environmental, health and safety requirements. We also provide clean room facility for food and beverage and pharmaceutical customers.
Contact Us